


LIST PROJECT - NAVIGATION BUTTONS (shortcuts to project repositories)

ASSETS FOR ALL PROJECTS


Role in the Project
1. Creating quality documentation.
2. Creating interactive visualizations for the purposes of quality.
3. The role of the integrator of standardization of communication between partners.
4. Translating a multilingual industry terminology culture.
A360 Insourcing Assets
Creating quality documentation. Creating interactive visualizations for quality purposes. The role of the integrator of communication standardization between partners. Translation of multilingual industry terminology culture.
ASSETS FOR PROJECT ITEM_491765



DOCUMENTS REPOSITORY for part 491765
INTERACTIVE ANALYSIS for part 491765
Each analysis has data that, when clicked, is dynamically presented - select the full-screen analysis mode with arrows.
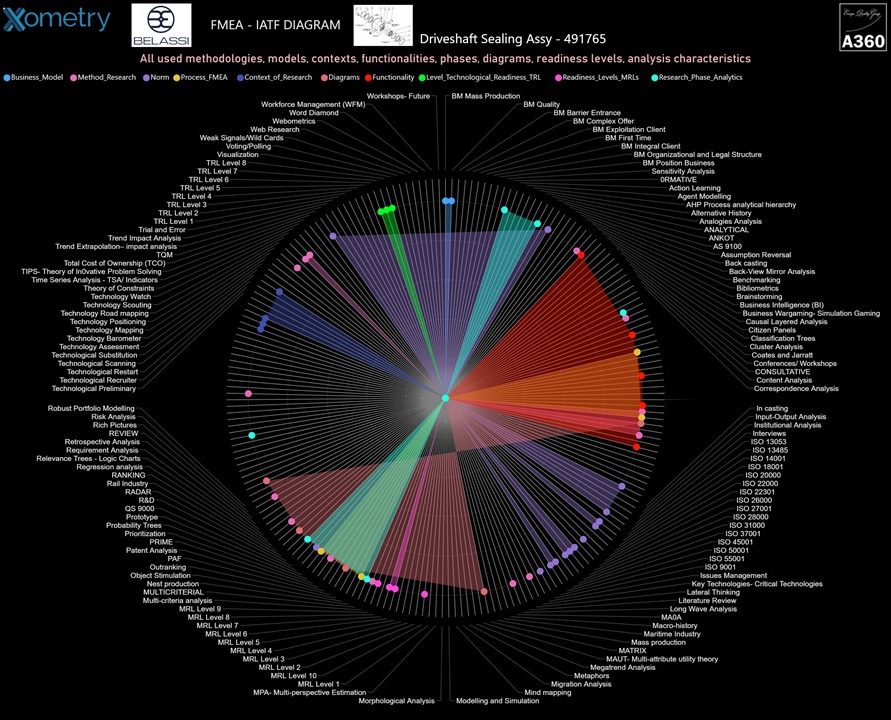
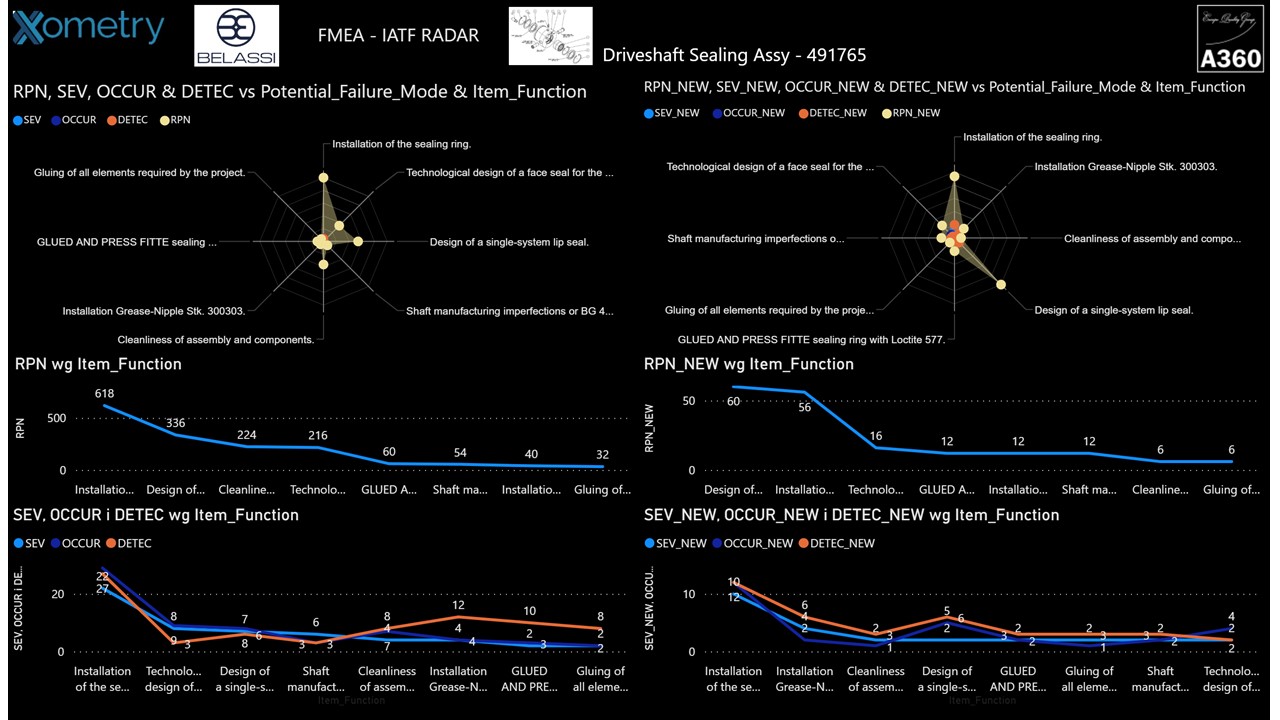
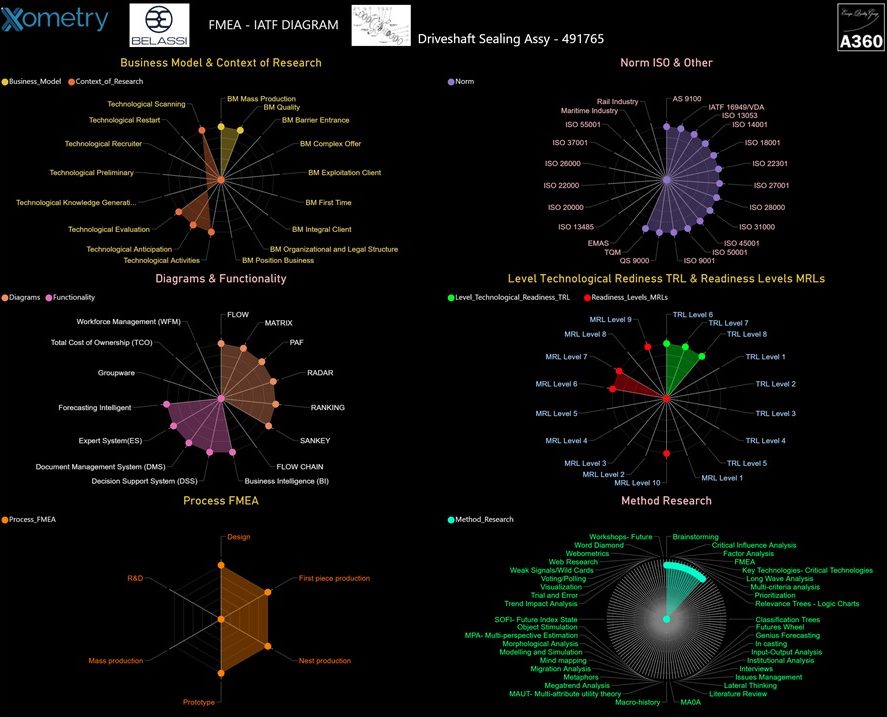
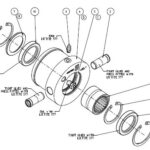
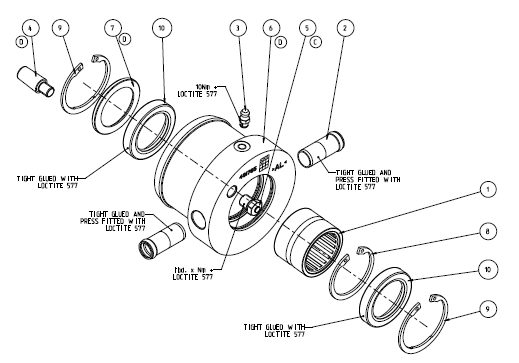
RPN - IATF / FMEA Diagrams Driveshaft Sealing Assy - 491765
RPN - IATF / FMEA Radar Driveshaft Sealing Assy - 491765
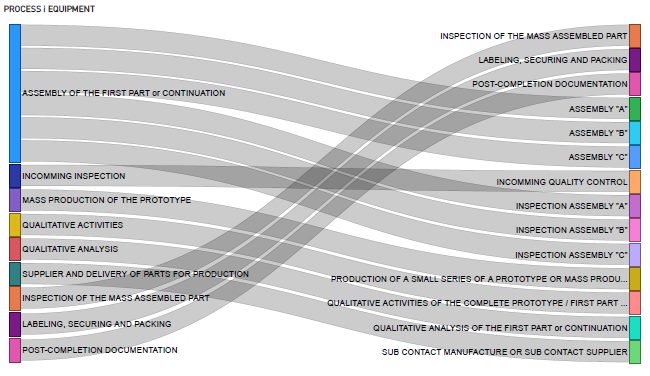
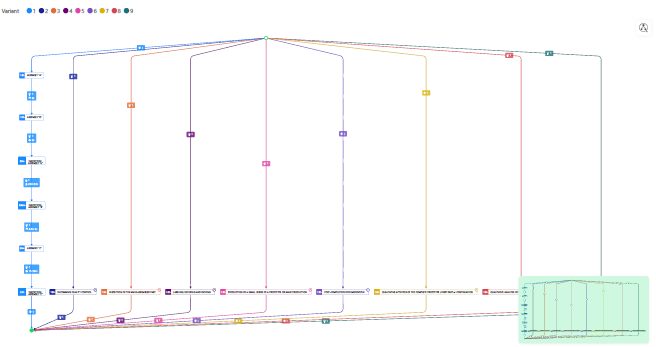
All used methodologies - 491765
Categories used methodologies - 491765
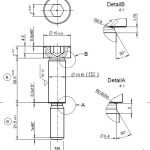
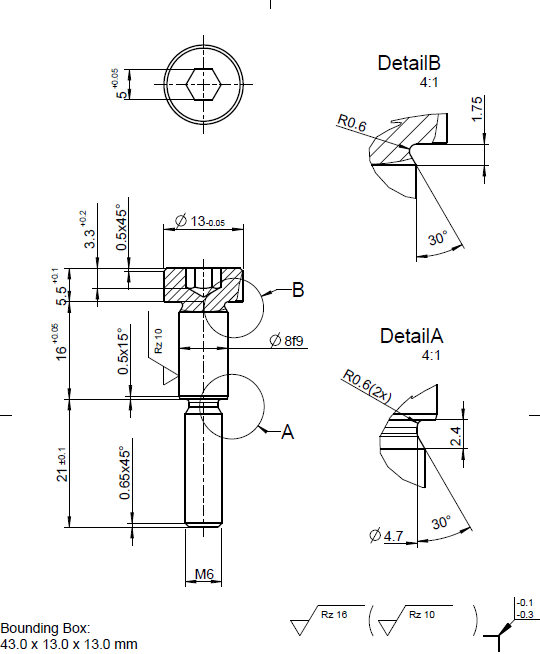
Document Repository for part Special HS Schoulder Screw - 461096
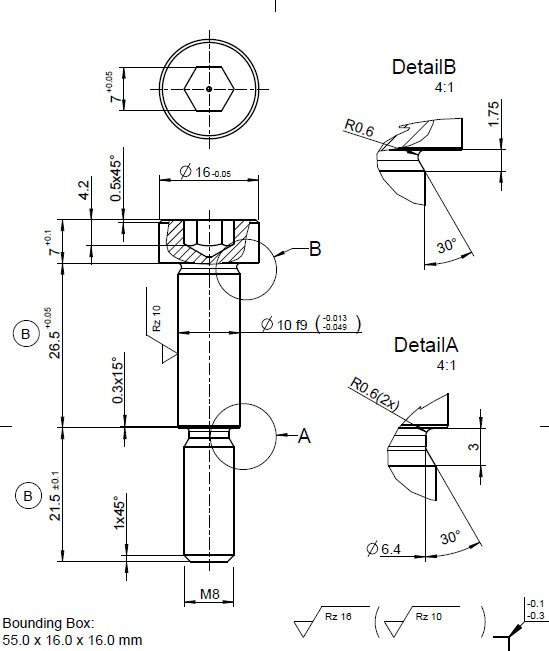
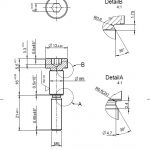
Document Repository for part Special HS Schoulder Screw - 461097
PROJECT - PO-39659-9138
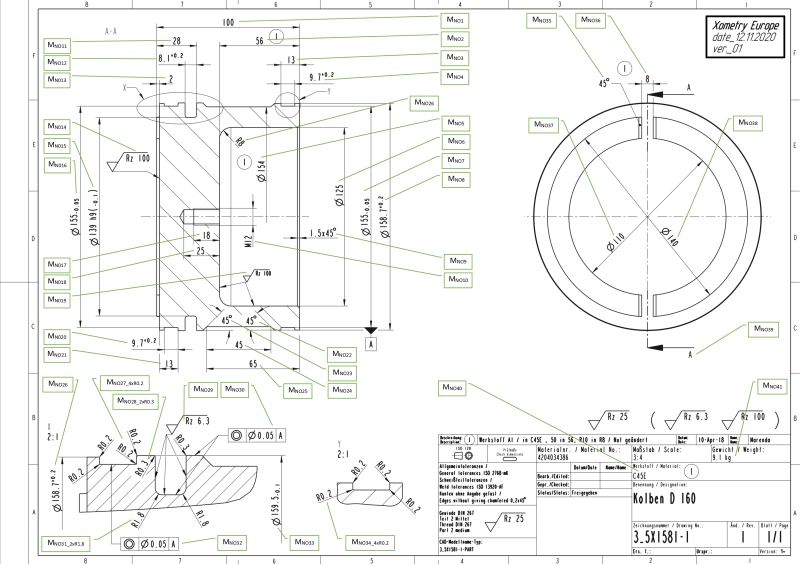
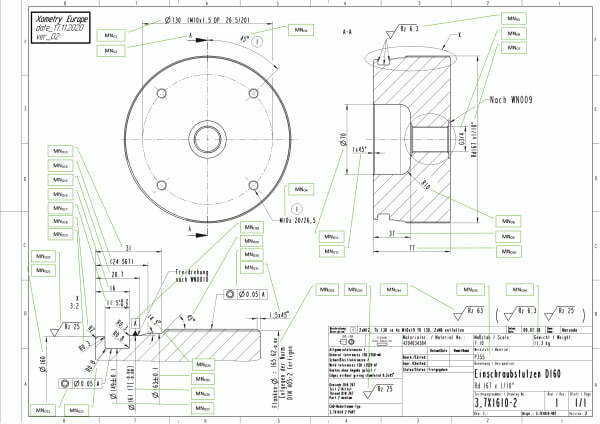
PART 42362 ITEM 3_5x1581-1 / PART 42363 ITEM 3_7x1610-2 / PART 42364 ITEM 3_7x1610-4
PPAP-PPF "GDC" GEOMETRY DIMENSION CHECK & TEST INSPECTION EN
PPAP-PPF "MCH" MATERIAL CHECK & TEST INSPECTION
PPAP-PPF "FCH" FUNCTIONAL CHECK_& TEST INSPECTION
PPAP-PPF "SCH" SURFACE CHECK_& TEST INSPECTION
Document Repository for Project PO-39659-9138-Part 42362

Document Repository for Project PO-39659-9138-Part 42364

PROJECT - PO-200841-26410
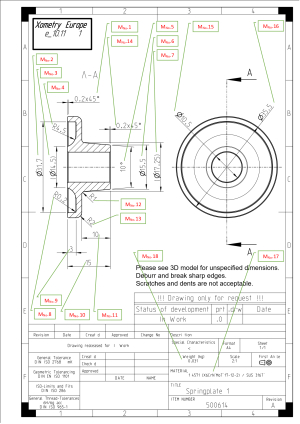
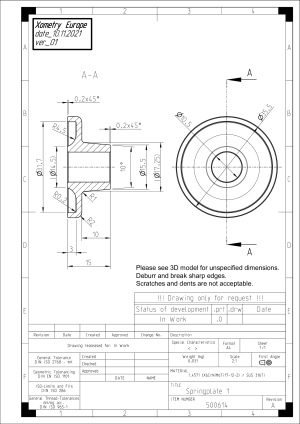
PART 106583 ITEM 500614
MSA vs M&R / DVP&R / CONTROL PLAN PROCESS PRODUCTION EN
Document Repository for Project PO-200841-26410-Part106583
MSA vs M&R - PO200841-26410 Part.106583 ITEM.500614 GR&R Anova Methodology
1 plik(i) 288.42 KB
Document Repository for Project PO-200841-26410-Part106583
Document Repository for Project PO-200841-26410-Part106583
Document Repository for Project PO-200841-26410-Part106583
Document Repository for Project PO-200841-26410-Part106583
Document Repository for Project PO-200841-26410-Part106583
PROJECT - PO-200841-26410
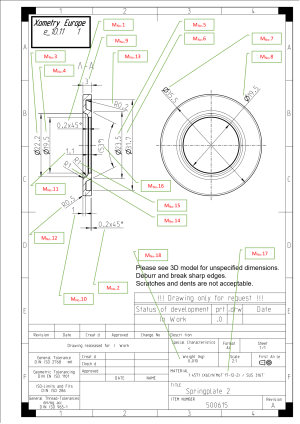
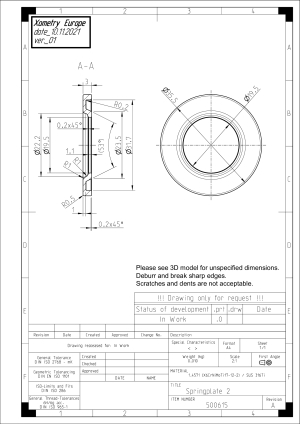
PART 106584 ITEM 500615
MSA vs M&R / DVP&R / CONTROL PLAN PROCESS PRODUCTION EN
Document Repository for Project PO-200841-26410-Part106584
MSA vs M&R - PO200841-26410 Part.106584 ITEM.500615 GR&R Anova Methodology
1 plik(i) 288.42 KB
Document Repository for Project PO-200841-26410-Part106584
Document Repository for Project PO-200841-26410-Part106584
Document Repository for Project PO-200841-26410-Part106584
Document Repository for Project PO-200841-26410-Part106584
Document Repository for Project PO-200841-26410-Part106584
PROJECT - PO-200884-26426
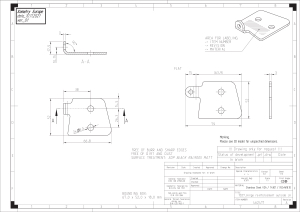
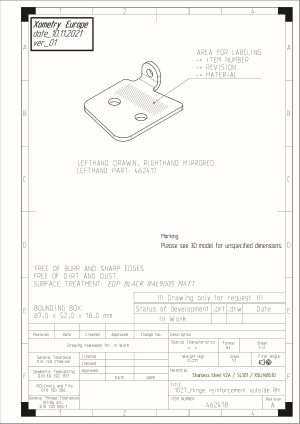
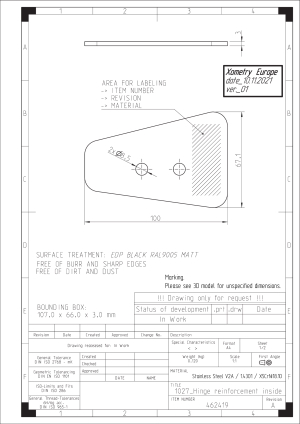
PART 106604 ITEM 462417 / PART 106605 ITEM 462417 / PART 106606 ITEM 462419
CONTROL PLAN PROCESS PRODUCTION EN
Document Repository for Project Project PO-200884-26426-Part106604

Document Repository for Project Project PO-200884-26426-Part106605

Document Repository for Project Project PO-200884-26426-Part106606

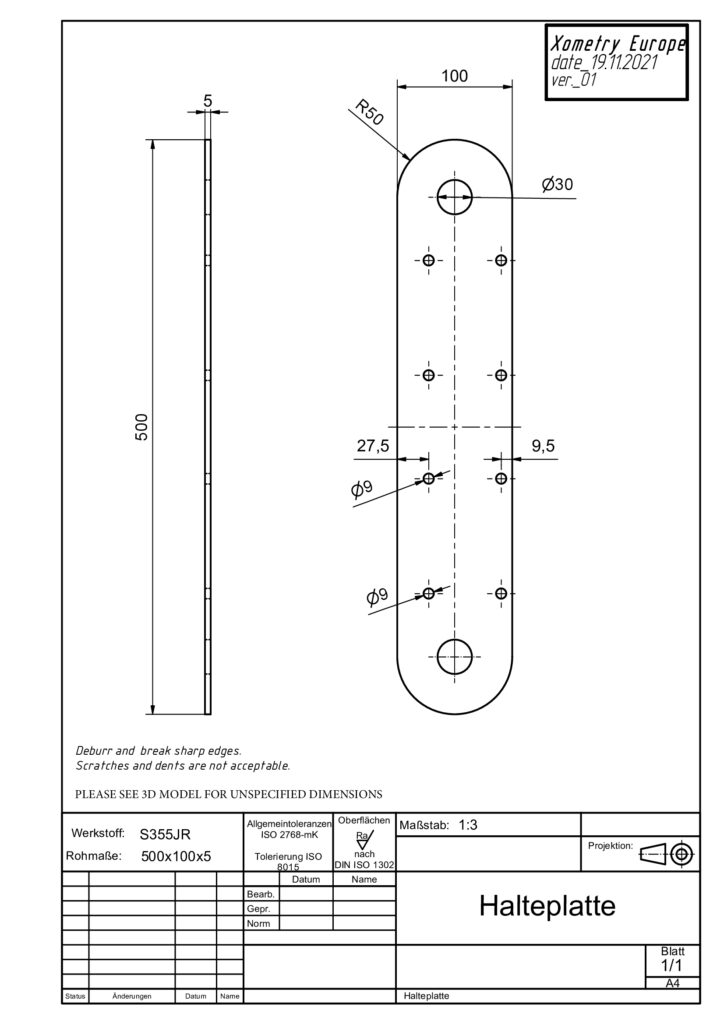
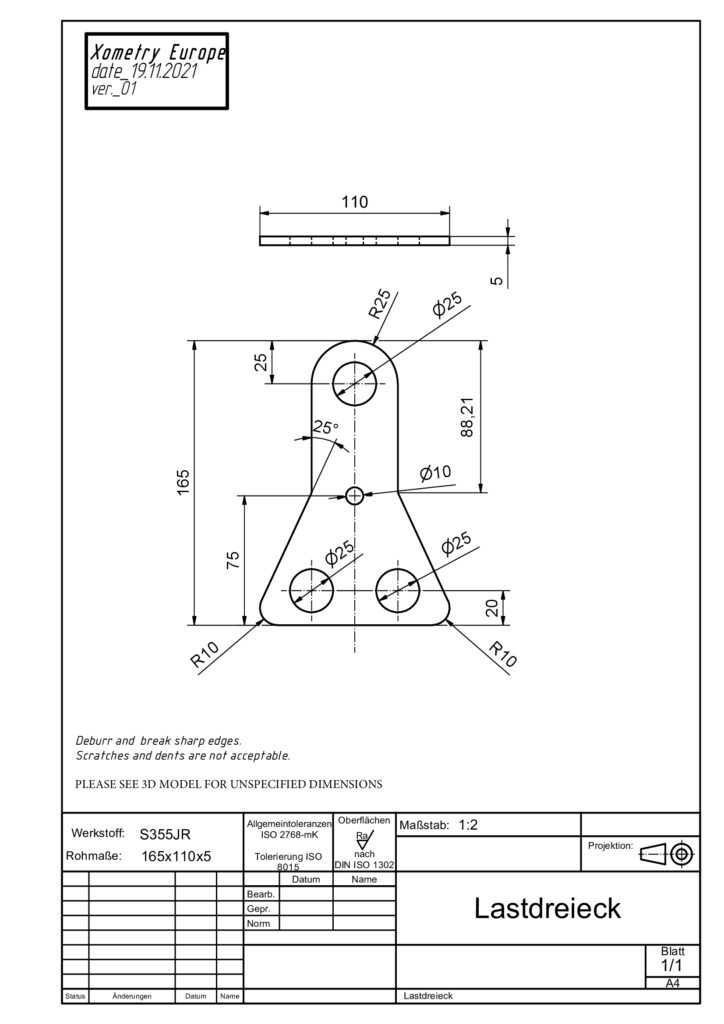
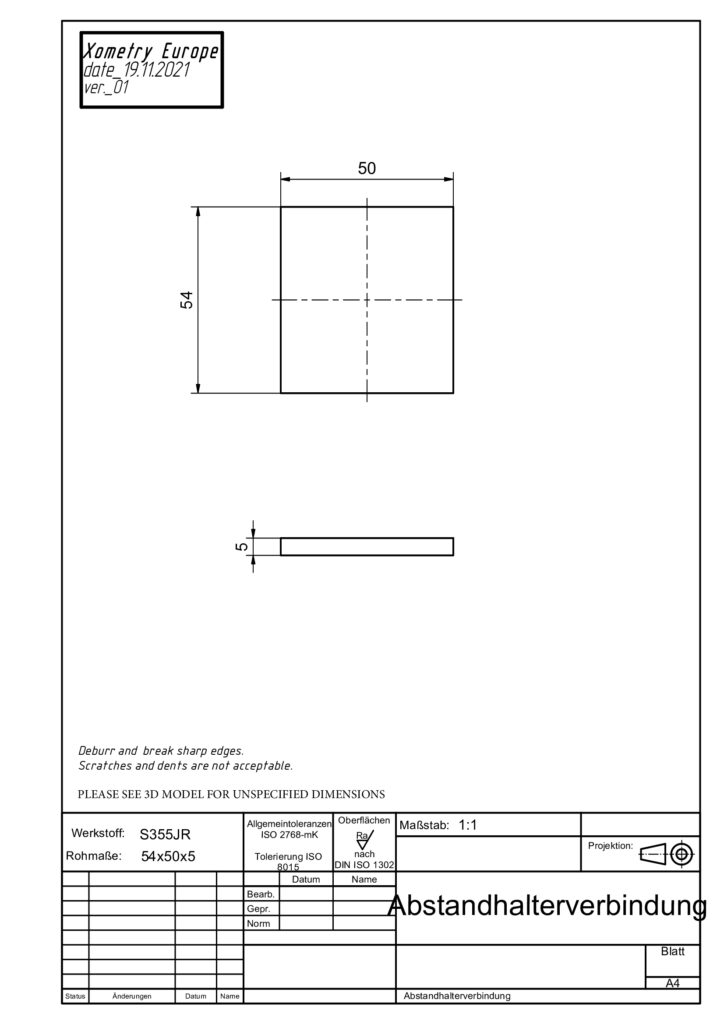
PROJECT - PO-215965-26918
PART ITEM 107877 to ITEM 107885
CONTROL PLAN PROCESS PRODUCTION EN
Document Repository for Project Project PO-215965-26918-Part.107877

Document Repository for Project Project PO-215965-26918-Part.107878
Document Repository for Project Project PO-215965-26918-Part.107879

Document Repository for Project Project PO-215965-26918-Part.107880
Document Repository for Project Project PO-215965-26918-Part.107881

Document Repository for Project Project PO-215965-26918-Part.107882
Control Plan Process Production EN - Part.107882 ITEM.Abstandhalterverbindung
1 plik(i) 288.42 KB
Document Repository for Project Project PO-215965-26918-Part.107883

Document Repository for Project Project PO-215965-26918-Part.107884

Document Repository for Project Project PO-215965-26918-Part.107885

Manufacturing Readiness Levels - MRLs
Technology Readiness Levels - TRLs